When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
Just received the Auto Gear pilot bearing. Picture says it all. No magnetic attraction. Edges on the outside diameter are beveled. Edges on the inside diameter beveled as well. Came with a paper I.D. tag in plastic zip lock bag. Paper tag had oil stains on it--as it should for an "oilite" bushing laying next to it.
Last edited by David DeCan; January 23rd, 2016 at 09:00 PM.
Just received the Auto Gear pilot bearing. Picture says it all. No magnetic attraction. Edges on the outside diameter are beveled. Edges on the inside diameter beveled as well. Came with a paper I.D. tag in plastic zip lock bag. Paper tag had oil stains on it--as it should for an "oilite" bushing laying next to it.
David can you update us on the success of using this Oilite bushing ??
Has anybody else used this bushing successfully ??
Do you have a part number from Auto Gear on this bushing ??
Also need to know if this bushing described and the whole conversion process is the same on a Rocket 350 ?? I couldn't find in this whole thread if folks were talking small block or big block or IF the automatic crank is the same on either one ??
Thank you for all the info for this conversion! Dave
Hey Dave--
Truly I am not the one who is giving useful info. I am much more a consumer here on ClassicOlds. Maybe someday when I am as old a Joe P , I will be able to offer something useful to the Olds brotherhood here.
I bought the bushing. It is sitting on my desk waiting for the M20 swap in. It is going to be a while yet. I am still collecting parts. I have buckets and console and a line on a four speed set up--but don't have it yet.
When using the aftermarket "conversion bearing", an alternative to cutting off the tip of the input shaft is to simply drill the crank out for clearance. This need not be a "precision" drilling, rather the crank can simply be drilled out deep and wide enough to accomodate the length of input shaft that extends past the bearing (which is knurled on the edges and tightly seats into the recess on the outer part of the crank). This is something I read many years back on the 442.com tech board (possibly came from the fingertips Joe P.). Anyway, I actually did this on a '65 425, and it worked great and to my knowledge (I since sold the car), the conversion continues to work fine to this day, 9 years and untold miles afterwards). I will say that I destroyed many a drill bit and used a lot of drilling oil and may have caused premature arthritis in my wrists from this procedure (it was slow going and took DAYS of drilling with successively wider bits and LOTs of exerted pressure required).
The nice thing is that this also avoids any issue of "run out" caused by improper centering when drilling the crank, as the bearing seats itself in the factory machined crank recess, automatically centering itself. And if you drill for clearance instead of "circumcizing" the tip of the input shaft, you can still use the trans with another motor (which I am not sure would be the case if you "snipped" it).
BTW, I MAY recall hearing of one of two guys who did have problems when using this piece, don't recall the nature of the problem (may in fact have been runout?!)
I used this conversion bearing first. I could not shift into reverse because the torque converter clearance hole was not concentric to the crank center line. And, after about 500 miles, the bearing started to squeal. I pulled the crank out and had it drilled to the Mondello drawing. It worked perfectly.
David DeCan do you have the part number for this "oilite" bushing ??
My442 I'm not clear if you tried the "oilite" bushing described ?? (Or the "bearing" shown in your "quoted" copy.
I'm wondering if anybody who has tried this auto/manual swap has used the "oilite" bushing with success.
I understand that the bearing "adapter" method has been problems for many.
I,m trying to determine if the "short-cut" of drilling the recess hole in the crank without removing the crank from the motor has any chance of working for maybe 2 years or 5,000 miles. I am trying to avoid the cost of doing it "the right way" now -- and plan on doing it more completely correct in a couple years.
Thank you in advance for any advice or reports of experience using this "oilite" bushing! Dave
Once the crank was drilled, I used a BCA7109 bearing.
Good luck on drilling the crank - that material is diamond hard!
When you say "Once the crank was drilled" do you mean crank removed from the engine and machined out ??
Was using the conversion bearing good for any period of time -- or bad experience from the start ??
Thanks for sharing your experience.
Dave
Dorman now makes a pilot bearing that goes into the back of the auto cranks that works great, not a roller or anything trick. In fact, its 2.00, yes, 2 dollars at oreilly's. Fits perfect, nice and tight, everything went together perfect. I wont ever buy another roller bearing again and wont ever have to have a machine shop drill out my auto crank for use with a manual trans
I wont ever buy another roller bearing again and wont ever have to have a machine shop drill out my auto crank for use with a manual trans
Dorman AutoGrade - Clutch Pilot Bushing
Line: DOR | Part # 690-023
This is essentially the same conversion bearing that has been available for decades. You still need to either cut 1/2" off the tip of the trans input shaft or drill a non-critical clearance hole in the end of an AT crank since the AT recess isn't deep enough. I have never used a conversion bearing. Others have had concentricity issues that caused shifting issues.
what joe said. that basically is a Ford large diameter pilot bshing that fits the "2nd" bore. you still gotta drill the crank or butcher yoir input shaft. No thanks to chopping the input for me.
I had a crank drilled out years ago, had to be in the late 80's. My machine shop, who is still around today just got a common replacement bronze bushing for a SBC or BBC and drilled the crank accordingly. I put about 15K on that engine and actually just tore it down a few weeks ago, it was a 69 400. The bushing and the trans input shaft look perfect.
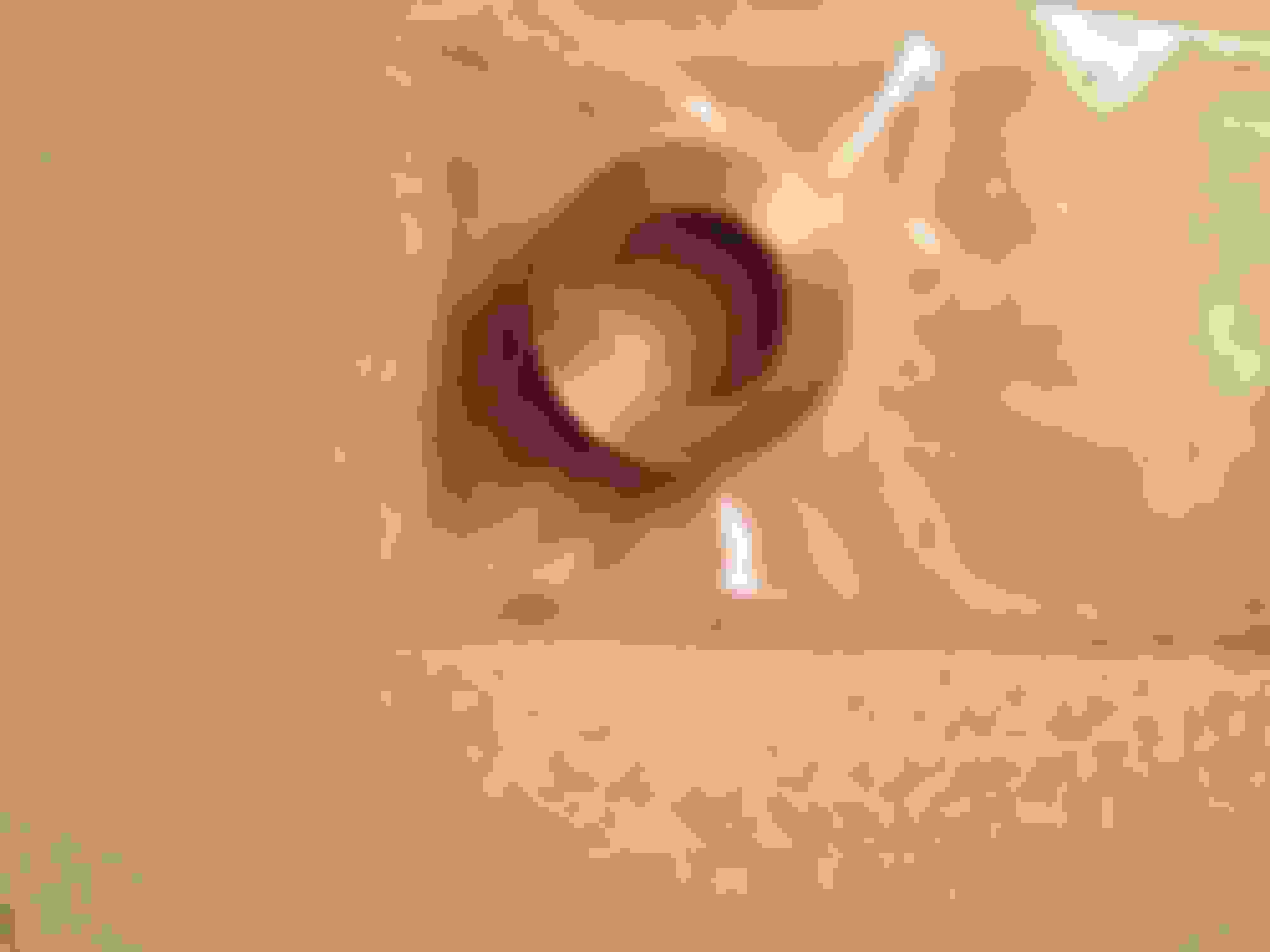
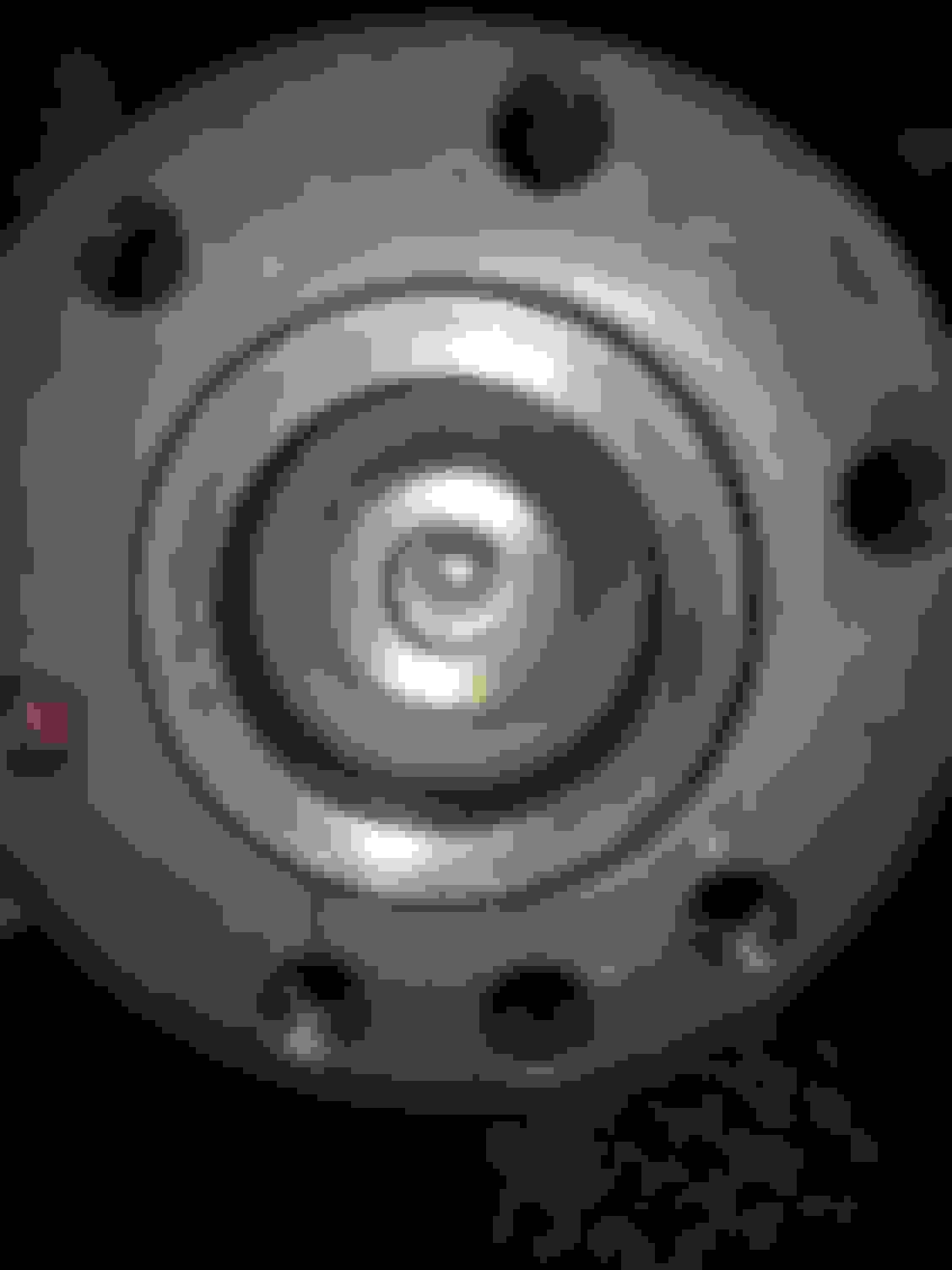
Just for comparison this is a new billet crankDrilled
Drilled when made. This is how they finished it. Uses pilot bushing not OEM. Has a cup pressed into the hole that the bushing rides against ( guessing) to keep it from going in farther.
Drilled and has a cup pressed into it Not an Oldsmobile pilot bushing but it is oil light. Partially installed pilot bushing
 January 23rd, 2016, 08:57 PM
January 23rd, 2016, 08:57 PM


 , I will be able to offer something useful to the Olds brotherhood here.
, I will be able to offer something useful to the Olds brotherhood here.